* GadgetBuilder.com *
Last Modified:
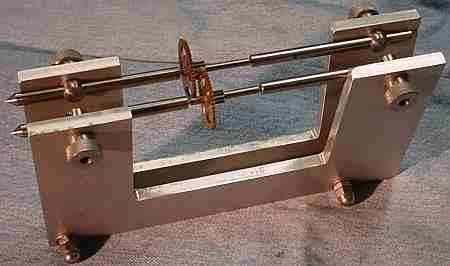
A gear depthing tool is helpful when placing the shafts which hold a clock's gears, allowing the meshing depth for smoothest running to be determined empirically by adjusting the shaft spacing in the depthing fixture. This shaft spacing can then be transferred to the clock plate using the pointed ends of the rods which hold the gears.
Commercial clock depthing tools are available but cost enough that I decided to make my own. My concept is simple: place a lower shaft in "V" notches so the plates pivot about the shaft as a hinge. Place the rods which hold the gears in similar "V" notches at the top of the plates. By accurately aligning the angle plate on the mill's table the V's are the same depth from end to end and by cutting top and bottom V's without removing the plate from the table, the top and bottom V's are guaranteed to be parallel to each other.
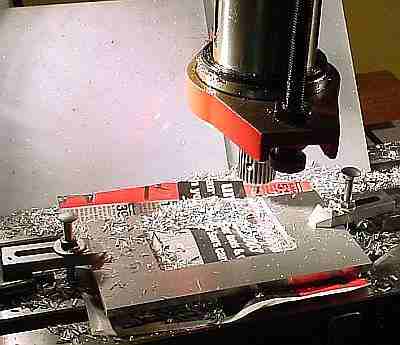
I used two 1/4" thick aluminum plates, 7.5 by 4.125 inches (190x105mm). The center opening is 75x100mm. The bottom V is 7mm from the edge, the top V is 10mm from that edge. The edges of the 1/4" plates were trued in the mill's vise, holding the plates together so they were identical. Then, the center section of the depther's plates was removed by milling a slot around it - the simplest way to do this neatly with the tools I own. The angle plate was set to 45 degrees, mounted and aligned to the mill table, then the lower edge of the depther plate was aligned to be horizontal on the angle plate -- lots of uses for the DTI in this project. The bottom "V" was milled followed by the top V's - my clamps plus the hole spacing in the angle table made this a bit awkward (obvious in the picture) but it worked out fine. I added a "C" clamp near the top while milling the top V's to prevent vibration.
The hinge shaft and the rods which hold the gears are 0.235 while the cross drilled pieces which hold the rods in the V's were turned from 0.380 rod; this raw material was salvaged from discarded line printers. 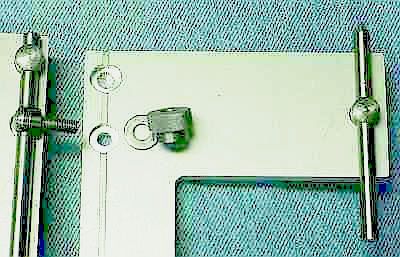 The rod holders are threaded 10-32; knurled knobs were made for 6 of the 8 -- the other two have acorn nuts fitted. The holders with acorn nuts were tightened firmly with regular nuts and locked with acorn nuts; these hold the hinge rod firmly anchored to that plate. The knurled knobs on the hinge rod allow loosening to adjust gear mesh, then they are tightened to lock the plates at the desired angle. The plates were drilled and countersunk as needed to clear the rod holders.
The rod holders are threaded 10-32; knurled knobs were made for 6 of the 8 -- the other two have acorn nuts fitted. The holders with acorn nuts were tightened firmly with regular nuts and locked with acorn nuts; these hold the hinge rod firmly anchored to that plate. The knurled knobs on the hinge rod allow loosening to adjust gear mesh, then they are tightened to lock the plates at the desired angle. The plates were drilled and countersunk as needed to clear the rod holders.
The rods which hold the gears have a cone shaped depression in the end to accept the end of a gear shaft. The cone was made with a countersink; my center drill left a small bump in the center of the depression so it was not suitable.
I measured the distance between the rods on one end and compared it to the distance between the rods on the other end to judge parallelism; the difference was 0.003 - acceptable since the actual error in placement should be half of this. Apparently, lines parallel to the same line are almost parallel to each other when I build things :-)
Although a simple design, it took 3 days spare time to complete -- more work than I expected (as usual :-).
If you have a comment on this site or its contents,
click here.
{kind=link}
{kind=link}
{kind=link}